









住所:
江蘇省常州市新北区西夏樹工業団地陽城湖路233-3号




• 高靭性基材と高性能コーティングを組み合わせたもので、特にプリハードン鋼の加工に適しています。
• ポジアングル切れ刃設計により、切りくず抵抗が最小限に抑えられ、より優れた外観が得られます。

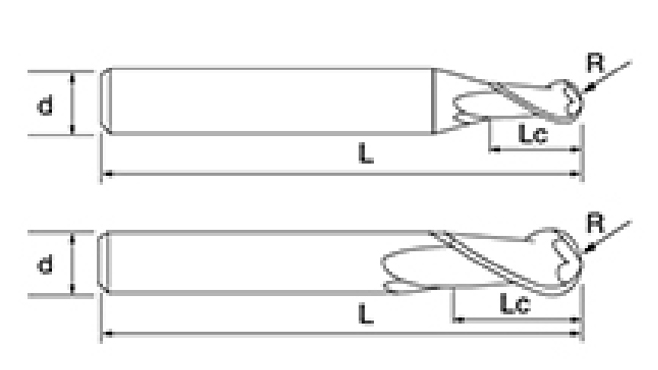
| いいえ。 | 直径 D | R角度 R | 刃長さ LC | 全長 L | シャンク径 d | 刃数 F |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNH-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNH-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNH-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNH-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNH-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNH-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNH-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 5 | 2 |
| NNH-2B-D5 | 5 | 2.5 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 50 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 75 | 6 | 2 |
| NNH-2B-D6 | 6 | 3 | 9 | 100 | 6 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 60 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 75 | 8 | 2 |
| NNH-2B-D8 | 8 | 4 | 12 | 100 | 8 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 75 | 10 | 2 |
| NNH-2B-D10 | 10 | 5 | 15 | 100 | 10 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 75 | 12 | 2 |
| NNH-2B-D12 | 12 | 6 | 18 | 100 | 12 | 2 |
| NNH-2B-D16 | 16 | 8 | 25 | 100 | 16 | 2 |
| NNH-2B-D20 | 20 | 10 | 30 | 100 | 20 | 2 |
| 加工品 | プリハードン鋼 40~50HRC | 硬化鋼 50~60HRC | 硬化鋼 60~68HRC | |||||||||
| ボールヘッド半径 (mm) | 回転速度 (分 -1 ) | 送り速度 (mm/分) | ある p (mm) | ある e (mm) | 回転速度 (分 -1 ) | 送り速度 (mm/分) | ある p (mm) | ある e (mm) | 回転速度 (分 -1 ) | 送り速度 (mm/分) | ある p (mm) | ある e (mm) |
| R0.5 | 40000 | 1900 | 0.01 | 0.05 | 36000 | 1500 | 0.01 | 0.05 | 32000 | 1400 | 0.01 | 0.05 |
| R1.0 | 33000 | 3100 | 0.02 | 0.075 | 26000 | 2100 | 0.02 | 0.075 | 24000 | 2000 | 0.02 | 0.075 |
| R1.5 | 29000 | 4100 | 0.03 | 0.1 | 23000 | 2900 | 0.03 | 0.1 | 21000 | 2600 | 0.03 | 0.1 |
| R2.0 | 22000 | 3900 | 0.04 | 0.15 | 17000 | 2500 | 0.04 | 0.15 | 15500 | 2100 | 0.04 | 0.15 |
| R2.5 | 17500 | 3500 | 0.05 | 0.15 | 13500 | 2200 | 0.05 | 0.15 | 13000 | 2000 | 0.05 | 0.15 |
| R3.0 | 15000 | 3100 | 0.06 | 0.2 | 11500 | 1700 | 0.06 | 0.2 | 10500 | 1500 | 0.06 | 0.2 |
| R4.0 | 11000 | 2500 | 0.08 | 0.25 | 8600 | 1600 | 0.08 | 0.25 | 8000 | 1400 | 0.08 | 0.25 |
| R5.0 | 9000 | 2000 | 0.1 | 0.3 | 7000 | 1400 | 0.1 | 0.3 | 6000 | 1200 | 0.1 | 0.3 |
| R6.0 | 7500 | 1800 | 0.1 | 0.35 | 5700 | 1300 | 0.1 | 0.35 | 5300 | 1200 | 0.1 | 0.35 |
| R8.0 | 5500 | 1800 | 0.1 | 0.4 | 4300 | 1300 | 0.1 | 0.4 | 4000 | 1200 | 0.1 | 0.4 |
| R10.0 | 4500 | 1800 | 0.1 | 0.5 | 3500 | 1300 | 0.1 | 0.5 | 3200 | 1200 | 0.1 | 0.5 |
| 最大切り込み深さ | 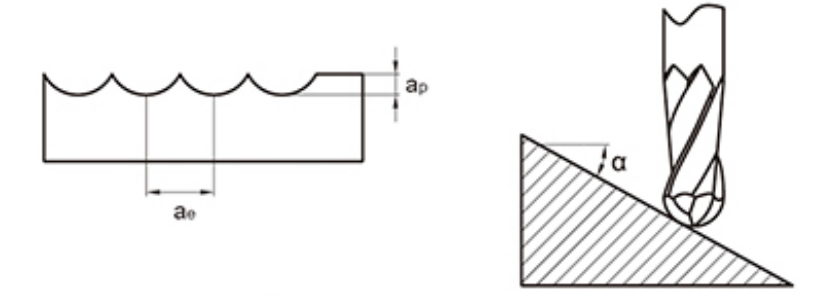 | |||||||||||
1. 装置、治具は高精度、高剛性のものを使用してください。
2. 工作機械やワークの取り付け剛性が低い場合、振動や異音が発生する場合があります。この場合、上表の速度と送り速度を前年より下げる必要があります。
3.空冷またはMQL(最小限のオイルミスト冷却)を使用してください。
4. 側面加工には逐次加工を推奨します。
5. 工具の吊り下げ長さは干渉しない範囲で可能な限り短くしてください。
| ツールシリーズ | 直径 | 半径 | コーナー半径 | 刃長さ | 有効長 | 全長 | シャンク径 | |||
| D | R | CR | LC | L1 | L | d | ||||
| NNH 高速・高硬度超硬エンドミル | D0.1~D0.9 | 0 -0.005 | R0.05~R2 | /-0.005 | CR0.05~CR0.5 | /-0.005 | 0 0.3 | 0 0.3 | 0.5 -0.5 | h5 |
| D1~D3.5 | 0 -0.005 | |||||||||
| D4〜D10 | -0.003 -0.015 | R3~R5 | /-0.005 | CR1.0~CR3.0 | /-0.008 | 0 0.5 | 0 0.5 | |||
| D12~D20 | -0.003 -0.018 | R6~R10 | /-0.008 | |||||||
NNH-2B高性能2枚刃ボールエンドミルシリーズは、直径1mmから20mmまでの豊富な仕様を揃えております。この柔軟性により、ユーザーは微細な彫刻や深いキャビティのフライス加工など、加工要件に応じて最適な工具を選択できます。各バリエーションは、さまざまな用途での精度と効率を確保するために、溝の長さと全体の寸法が慎重に最適化されています。
ボールノーズ形状で設計されたこのエンドミルは、フラットノーズフライスと比較して 3D 表面加工でのスムーズな移行を実現します。この形状により、切削抵抗が軽減され、工具の安定性が向上します。ねじれ角30°により切りくず排出性を高め、振動を抑え安定した加工性能を発揮します。また、2枚刃構造により高速加工でも切りくず排出性が良く、効率的な材料除去に最適です。
この製品は、高度な AlTiSiN コーティング技術を使用し、超微粒子 (0.4μm) の基板と組み合わせています。これにより、耐摩耗性と耐熱性が大幅に向上し、高硬度の加工用途でも工具の性能を維持できます。 NNH-2Bエンドミルは高硬度の超硬合金を使用し、精密研削によりシャープな切れ刃を実現し、切削抵抗の低減と加工精度の向上を実現します。
NNH-2Bシリーズは幅広い材質に適しており、高速・高硬度の用途に優れた性能を発揮します。 55HRCまでの高硬度鋼、工具鋼、ステンレス鋼の加工に優れた性能を発揮します。また、銅合金などの非鉄金属の精密加工にも威力を発揮します。
企業設立
従業員数

常州マートンツール株式会社は、経済的に発展した長江デルタ地域に位置しています。工場は、中国有数の工具の町である西夏墅ハイテク開発区にあります。当社は 高性能2枚刃ボールエンドミル メーカー.
Magotantoolsは、ISO9001品質システムを基準とし、「製品の欠陥ゼロ」「サービスの距離ゼロ」という経営理念のもと、「誠実」「団結」「開拓」の精神に基づき、公正かつ公平な企業スタイルで経営を行っています。製品生産には、ドイツ、スイス、日本などの5軸および6軸CNC研削・加工センターを採用し、ドイツ、日本、中国などの高精度試験装置を備え、高品質・高数量の生産ニーズに対応しています。
当社は、様々な高性能CNC工具を継続的に開発し、数々の国家賞を受賞しています。プロフェッショナル 高性能2枚刃ボールエンドミル 会社10件以上の特許を取得しており、当社の製品は主に防衛産業、航空宇宙産業、自動車産業、電子製品、金型などの分野で使用されています。
当社の様々な製品は、国内の有名企業から認められ、支持されています。無限の技術、無限の創造、そして卓越性の追求により、マゴタンツールは、より卓越した自信と高品質で、未来の繁栄と夢を築いていきます。
平日のお問い合わせは、12時間以内にご返信いたします。
当社はメーカーであり、自社で製造・販売しています。
主にタングステン鋼フライス、ドリルビット、その他の超硬合金工具を製造しています。プロフェッショナル 高性能2枚刃ボールエンドミル メーカー.
当社の製品は、金型業界、防衛産業、航空宇宙産業、自動車産業、電子製品など、ほぼすべての分野を網羅しています。
はい、当社はカスタマイズ製品に重点を置いています。お客様から提供された図面またはサンプルに基づいて製品を開発・製造しています。 カスタム 高性能2枚刃ボールエンドミル.
ドイツのWALTER、日本の牧野、スイスのROLLMATIC、スイスのTTBなど30台以上の設備を保有しており、年間生産額は8,000万元です。当社は 高性能2枚刃ボールエンドミル 会社
まず、各工程後、対応する検査を実施します。最終製品については、お客様の要件および国際規格に従って100%全数検査を実施します。
次に、分光分析装置、金属顕微鏡など、業界最先端の高度で包括的な試験設備を保有しており、切削工具の安定性と一貫性を確保するとともに、お客様の切削工具に対する高精度な試験要件を満たすことができます。
お見積りの際、FOB、CIF、CNFなどの取引方法をご確認させていただきます。大量生産の場合、通常は30%の前払い金をお支払いいただき、残金は船荷証券提示後にお支払いいただきます。お支払い方法は主にT/Tですが、L/Cも可能です。
当社は 高性能2枚刃ボールエンドミル メーカー 中国私たちの足跡は世界中に広がっています。世界中のお客様に高品質の製品とサービスを提供しています。

江蘇省常州市新北区西夏樹工業団地陽城湖路233-3号

+86-18068566610

sales@magotan-tools.com
+86-18068566610
